你好,欢迎来到环保节能技术集成平台!一站式环保节能服务平台!总平台首页
TRS净化技术原理简介
吸收反应: R-X(TRS催化剂)+H2S → R-HS+HX
R-X(TRS催化剂)+YHS(挥发性硫化物) → R-HS+YX
再生反应: R-HS+HX+O2 → R-X+H2O+S
R-HS+YX+O2 → R-X+HYO+S
该技术利用复合TRS催化剂在常温下将H2S、硫醇等还原态硫直接转化为硫单质,省去了传统工艺中各种氧化环节而直接得到硫磺,反应条件温和,流程简单。
关键: 快速吸收和快速再生。
硫化物与脱硫剂间靠氢键结合,提高了选择性。
TRS催化剂的性能:
1、TRS催化剂的硫容为0.5%左右;
2、温度对硫容的影响不大,温度适应范围广;
3、当pH>7时,硫容在0.5%以上,TRS催化剂的pH适应范围广;
4、选择性好:不吸收CO2,CO2产生的影响可以忽略;
5、TRS催化剂的腐蚀强度弱,年腐蚀效率为0.026mm。
工艺流程及设备设计

常规的工艺流程及设备
废气一般为常压排放,而反应塔中脱硫剂为保证去除率装填高度一般为1.5m,废气难以通过或动力设备能耗太高。
环保行业待处理的废气中一般都含有氧气,即吸收和再生几乎是同步进行的,影响了生产硫磺的粒径增大,不易分离。

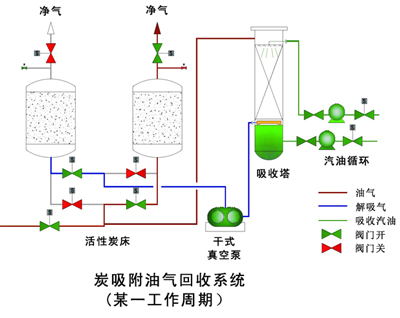
TRS净化技术的工艺流程及设备
废气在引风机作用下进入TRS净化反应器,在TRS催化剂的作用下,废气中的硫化氢被转化为硫磺得以净化去除,再经过深度净化器进一步处理后达标排放。
TRS催化剂溢流出反应器后进入药剂循环箱,通过硫沫泵循环回反应器内。运行一定时间后,硫磺颗粒长大到一定粒径,药剂循环箱内的富液被泵送至在线离心机分离硫磺,经固液分离且恢复吸收能力的贫液自流回药剂循环箱内,实现催化剂的循环利用。分离出的硫磺颗粒可深度处理或外卖。
由于反应过程放热会蒸发一定水分,因此在药剂循环箱设置液位计,监控液位的同时与反应器的补水系统联锁,低液位自动补充软化水;分离出的硫磺不可避免的会携带一定量的催化剂,造成催化剂的损耗,因此在药剂循环箱设置有药剂补充系统,维持系统内循环的有效催化剂量。
系统进出气口设置在线检测分析的VOCs和H2S检测仪,对净化效果进行实时监控;反应器前后设置压力表,监控反应器运行情况;引风机设置变频控制,满足风量波动的需求;配置整套PLC系统,实现远程控制,无人值守。
工艺特点及优势:

待处理废气经弯头导向,以一定速度向下冲击反应器内液面,形成撞击区,撞击区内湍动强烈,气液两相间相对速度高,混合作用强,形成气液混合流。之后废气向上反射到微孔网盘区域,气流在穿过网盘的微孔时得到了高效均匀分布。更重要的,微孔网盘区域缩小了气流通道,对气液混合体产生挤压作用,两层网盘间的混合腔又扩大了流通通道,下一层网盘进行再次挤压,在这样的快速挤压、扩大、再挤压的过程中,使液体在高分散、高混合、强湍动以及界面急速更新的状态下与废气接触,极大地强化了传质过程,将反应时间缩短到几秒内。微孔网盘上部气液混合流呈跃动的水珠状态,仍存在极高的传质作用。
TRS净化反应器特点:
4、中试试验数据及装备


石油化工,制药化工,煤化工,盐化工
通过对不同浓度、不同工况下含还原态硫化物(TRS)废气的小试、中试及工程运行测试,高效液相TRS净化技术能够有效地解决高浓度硫化物废气难以有效治理的问题,且对于可燃性气体浓度高的废气不存在爆炸性危险,适用范围广,净化效率高,处理效果稳定,投资运行费用与常规方法持平,运行安全稳定,操作维护简单。